
切割法和套环法测量残余应力具有较大的破坏性,因此目前在焊接件和铸件上应用的较多的残余应力测量方法是盲孔法残余应力检测,盲孔法就是在工件上钻一小通孔或不通孔,使被测点的应力得到释放,并由事先贴在孔周位的应变计测得释放的应变量,再根据弹性力学原理计算出残余应力来。钻孔的直径和深度都不大,不会影响被测构件的正常使用。并且盲孔法应力检测具有较高的精度,因此它以成为应用比较广泛的方法。
(一)理论公式的推导
当残余应力沿厚度方向的分布比较均匀时,可采用一次钻孔法测量残余应力的量值。
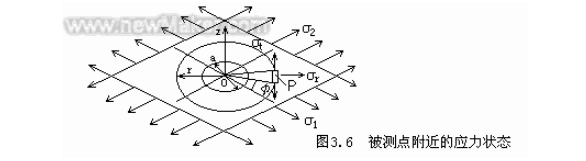
用图3.6表示被测点o附近的应力状态:σ1和σ2为o点的残余主应力。在距被测点半径为r的Р点处,σr和σt分 别表示钻孔释放径向应力和切向应力。并且σr和σ1的夹角为ф。
钻孔法测残余应力时,要在被测点о处钻一半径为a的小孔以释放应力。由弹性力学可知,钻孔后P点处的应力σ‘’r和σ‘’t分别为式(5)

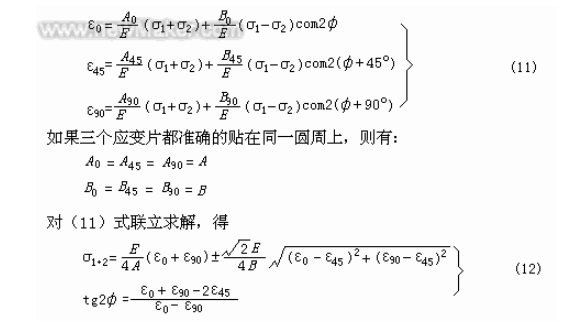
1.如果被测点的残余应力是单向应力状态,只要在应力方向上贴一应变片,钻孔后即可测出应变εo,把Ф=0, σ2=0代入(11)式得


(二)实验标定法
如图3.9所示,在距孔心r处贴片。为消除边缘效应的影响,取宽度b 大于a 的4-5倍的试件。在材料试验机上将没有钻孔的试件逐级加载,计算出试件的应力σ,测出各级荷载下的应变ε`1和ε`2。然后取下试件用专用设备在试件指定部位上专孔后,再重新拉伸,并测出专孔后的应变值ε``1和ε``2。


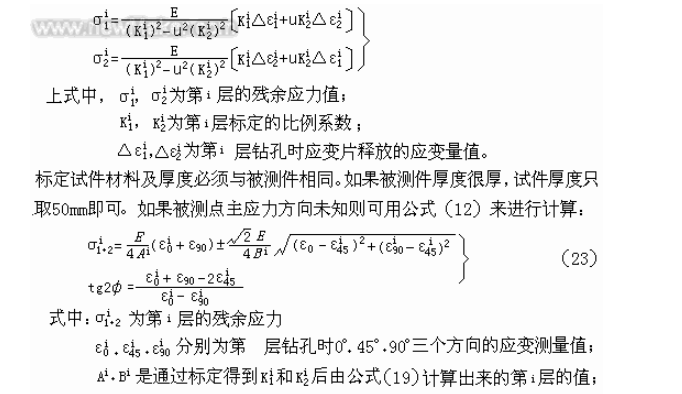
当构件中的残余应力沿厚度分布不均匀时,可采用分层钻孔法求得各深度的残余应力。其方法是:等深度地逐层钻孔测定每次的应力释放量。如果已知主应力的方向,则有:
被测点钻一小孔只能使残余应力局部释放,因此应变计所测出的释放应变值很小,必须采用高精度的应变计。为了不断提高测量精度,还必须十分注意产生误差的各种因素,其中最主要的是钻孔设备的精度和钻孔技术,还有应变测试误差。一般来说钻孔深度 h≥2a 即可。
(三)钻孔设备及钻孔要求
钻孔设备的结构应该简单,便于携带,易于固定在构件上,同时要求对中方便,钻孔深度易于控制,并能适应在各种曲面上工作。图3.10为小孔钻的结构图,这种钻具能较好地实现上述要求,借助4个可调节X . Y 方向的位置和上. 下位置,以保持钻孔垂直于工件表面,用万向节与可调速手电钻连接施行钻孔。
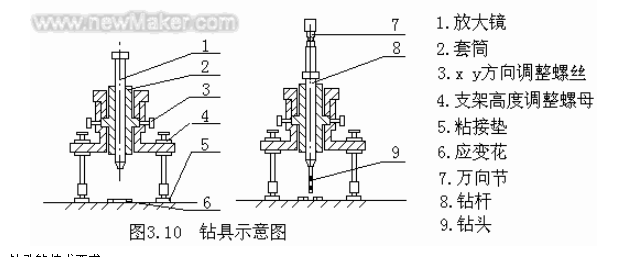
1.被测表面的处理要符合应变测量的技术要求,应变花应用502胶水准确地粘贴在测点位置上,并用胶带覆盖好丝栅,防止铁屑破坏丝栅。
2.钻孔时要保证钻杆与测量表面垂直,钻孔中心偏差应控制在±0.025 mm以内。
3.钻孔时要稳,机座不能抖动。钻孔速度要低,钻孔速度快易导致应变片的温度漂移,孔周切削应变增大使测量不稳定。为消除切削应变的影响,可先采用小钻头钻孔然后再用铣刀洗孔。
以上是盲孔法测量残余应力的具体方法,如果无法使用小孔钻,可以使用喷沙打孔法打一盲孔,喷沙打孔的方法就是利用压缩空气带动Al2O3或SiO2粉末,通过回转的喷嘴对准应变花中心打孔标志,喷吹表面而得一盲孔。这种方法实际上是一种磨削过程,其产生的热量由气流冷却,加之切削量很小,因此打孔时引起的附加应力较小,喷沙打孔法的测量精度较高。