与常用的热时效处理工艺相比, 频谱谐波时效技术具有设备简单、对环境无特殊要求、处理时间短成本低等优点,其效果优于热处理时效消除应力, 并适合于大型焊接构件。

豪克能焊接应力消除设备HY2050超声波冲击处理是一种利用冲击能在接头表面产生塑性变形达到降低焊接应力的方法。由于该技术具有轻巧、可控性好、使用时灵活方便、噪声低、效率高、应用时受限制少、成本低且节能环保等优点,成为一种理想的焊后调整焊接残余应力、改善焊接结构性能的方法。

鉴于此,分别采用频谱谐波2010振动时效法、豪克能焊接应力消除设HY2050将两种方法结合,研究其消除铝合金焊接结构残余应力的效果,为该方法在铝合金车体消除焊接残余应力中的应用提供试验依据。
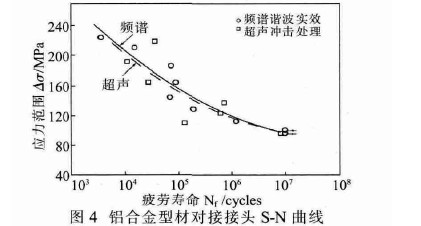
铝合金型材焊接件分别经频谱谐波振动时效和超声冲击处理后, 焊接接头标准拉伸试样在1mm/min 速率下的室温拉伸试验以及弯曲试验结果列于表2。显然,方形截面型材对接接头经过频谱谐振或豪克能HY2050超声冲击后, 抗拉强度都符合JISZ3040 规定的不小于285MPa 的要求,弯曲试样经180°弯曲后完好。铝合金型材焊接部件分别经频谱谐波振动时效和超声冲击处理后,并在保留超声冲击处理表面粗糙度的条件下,焊接接头的标准疲劳试样在室温下脉动拉伸疲劳S-N 曲线如图4 所示,其中频谱谐振接头循环寿命为107 次的疲劳极限达到100MPa。