一、不均匀的局部加热和冷却
焊接时焊件受到不均匀的局部加热和冷却是产生焊接变形和焊接应力的最主要原因。焊接时,焊件的局部被加热到熔化状态,形成了焊件上温度的不均匀分布区,使焊件出现不均匀的热膨胀,热膨胀受到周围金属的阻碍不能自由膨胀而受到压应力,周围的金属则受到拉应力,当被加热金属受到的压应力超过其屈服点时,就会产生塑性变形;焊件冷却时,由于加热的金属在加热时已产生了压缩的塑性变形,所以最后的长度要比未被加热金属的长度短些,但是这时周围的金属又会阻碍它的缩短,结果在被加热的焊缝金属中产生拉应力,而在周围金属中产生压应力。
二、焊缝金属的收缩
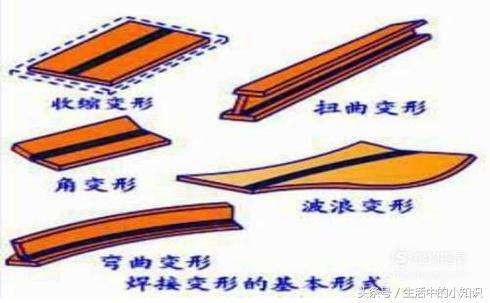
焊缝金属在冷却过程中,体积发生收缩,这种收缩使焊件产生变形和应力,焊缝金属的收缩量取决于熔化金属的数量,因而不同的坡口会产生不同的变形。 长焊缝的纵向收缩会对焊件边缘产生压应力,焊缝横向收缩将会造成焊件角变形,综合作用,可能会使底板产生波浪变形。

三、焊缝金属的组织变化
焊缝金属在焊接时加热到很高温度达到熔点,从熔点到常温,焊缝金属内部的组织要发生变化。由于各种组织的比容不同,焊缝金属冷却下来要发生体积的变化, 这种体积的变化同样也受到周围没有组织变化的金属的约束,其结果使内部产生了应力。
四、焊件的刚性
焊件的刚性限制了焊件在焊接过程中的变形,所以刚性不同的焊接结构,焊后变形的大小就不同。 如焊件被夹持在夹具中进行焊接,由于夹具的限制,焊件不能随温度的变化自由膨胀和收缩,这样就有效地减少了焊件的变形,但是同时会产生较大的焊接应力。
除上述原因外,焊接方法、接头形式、坡口形式、坡口角度、焊件装配间隙、对口质量、焊接速度等都会对焊接变形和焊接应力造成影响,对导流洞底板这样大的焊件来说,焊接顺序对焊接应力与变形影响更大!