焊接在生产制造中经常使用,帮助人们解决了很多问题,但是焊接应力和焊接变形经常导致安装及拆卸困难、焊缝开裂、泄露、应力腐蚀、精度难以保证等问题,成为困扰使用方的难题。
解决焊接应力与变形问题,可以从两个阶段入手:焊接过程中和焊接之后。下面分别介绍两种措施的具体情况。
一、焊接过程中
在焊接过程中采取振动焊接(点击产看详细内容)的方法,如下图
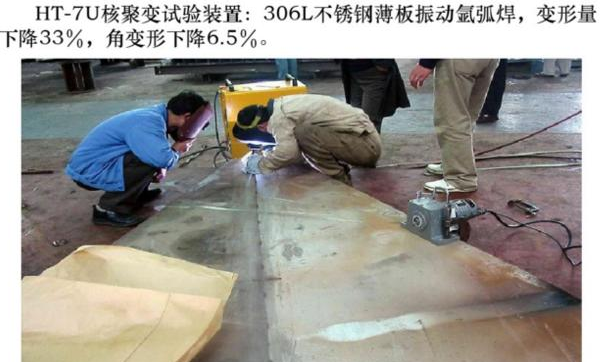
采用华云振动时效设备与焊接同时进行的工艺成为振动焊接工艺。振动焊接能够使熔池温度均匀,散热加快,减少温差,使母材的收缩情况较均匀,从而减少内部的相互拉扯和挤压,减少焊接应力;同时还能使杂质上浮、晶粒细化,减少应力集中。
振动时效设备的作用是作为一个振动源,给焊接工件输入一定的动能量,使母材和熔池发生合理的振动,消除焊接过程中的应力,减少焊接变形;其振动参数调节和传统振动时效设备的使用不完全相同,需要专业团队来进行调整。振幅的选择应尽量接近材料晶粒的直径,即不同材料选用不同的振幅;在20Hz~100Hz范围内如有共振峰,可选择共振峰高1/3~2/3所对应频率来处理,但要保证振幅在规定范围内,共振易於调整振幅值。
二、焊接之后
焊接之后主要在于消除焊接残余应力,降低应力水平,均化应力。有两种设备能够满足使用需要:振动时效设备和豪克能焊接应力消除设备。
1、振动时效设备(点击查看设备)
振动时效设备是一种整体进行应力消除和均化的设备,在焊接之后的使用不同于焊接过程中,需要进行振型扫描和确定,严格按照国家振动时效工艺标准进行使用和效果评定。
华云科技的振动时效设备型号齐全,能够处理几十公斤到几百吨的工件,极大满足生产需要。
2、豪克能焊接应力消除设备(点击查看设备)
这是一种专门针对焊缝进行应力消除的工艺,采用豪克能超声波冲击焊缝、焊趾、热影响区,能够消除80%以上的焊接应力,同时预置压应力,增强焊接接头的强度防止变形开裂以及应力腐蚀。

三、总结
焊接变形控制和焊接应力消除并不是一蹴而就的,往往还要结合多种措施,如设计合理的焊接结构和焊接顺序、工装治具、预热、反变形等,这样我们才能更加有效的控制变形减少应力。