振动时效设备消除应力防止变形的效果优异,已经在各行各业有广泛的应用,上到航天航空设备,下至农林机械等设备,振动时效去应力的效果得到广泛的认可。下面就来介绍一下振动时效设备在削片机上的应用。
鼓式削片机主要用于切削直径或厚度在120毫米以下的原木、小径木、木材采伐剩余物(枝桠、枝条等)、木材加工剩余物(板条、板皮、圆木芯、废单板等)、竹、棉杆、芦苇、稻草、麦草等非木质纤维杆茎切削成一定规格的片料,作为制造刨花板、纤维板、中、高密度纤维板、非木质人造板和制浆造纸的基本原料。
鼓式削片机主要用于切削直径或厚度在120毫米以下的原木、小径木、木材采伐剩余物(枝桠、枝条等)、木材加工剩余物(板条、板皮、圆木芯、废单板等)、竹、棉杆、芦苇、稻草、麦草等非木质纤维杆茎切削成一定规格的片料,作为制造刨花板、纤维板、中、高密度纤维板、非木质人造板和制浆造纸的基本原料。
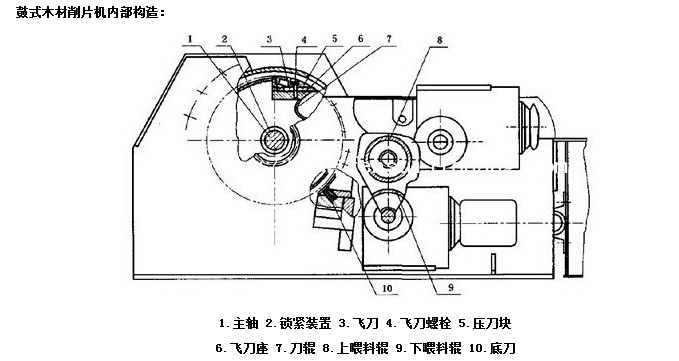
刀辊是削片机重要的工作部件,主要由面板、中间支撑板、弧板、飞刀座焊接而成(图1),焊接结构相对复杂,应力分布不均匀,工件制造过程中精度要求相对较高。刀辊直径一般在650~1300 之间,要求具有较好的刚性和惯性矩,并需经动平衡试验。刀辊上装有飞刀,用专门制造的飞刀螺栓,通过压刀块固定在刀辊上。

振动时效的效果取决于振动时效的工艺选择,由于振动时效的工艺比较复杂,必须对刀辊类焊接结构件进行振前的工艺分析。首先,应根据工件的结构、材质、加工过程,对刀辊的尺寸精度要求、残余应力场的分布、工作载荷,以及可能的失效原因等因素进行分析,制订合理的振动时效工艺,确定实施振动时效的工艺路线及重点时效部位。振动时效工艺参数包括激振频率、激振点、激振力和激振时间等,而振动加速度、共振频率、共振时间是决定工艺效果的主要参数。这些参数的选取应依据工件的固有振动特性来确定。在实际加工中,工件的重量、体积、结构形状具有多样性,应借鉴典型工件的工艺方案,对工件的主振频率、辅振频率及激振点等参数必须通过调整,在前准确制定出各工艺参数。
1 支撑及激振器位置的确定
针对工件变形状况,应重点消除工况状态下工件载荷较大部位的残余应力,选用与之相对应的振型进行时效处理。不同的频率对应不同的振型,不同的振型对应不同动应力场。常见的工件类型有梁型件、板型件、圆板型件、方箱型件、小型件等,主振型有弯曲振型和扭曲振型,若以后工作载荷主要产生弯曲变形,则应采用弯曲振型;若以后工作载荷主要产生扭曲变形,则应采用扭转振型。要根据不同的振型来确定支撑及激振器位置,对于类似工件需要摸索,刀辊结构属于圆筒形,主振型为弯曲振型和扭曲振型,支撑距两端各2/9 处,两点用橡胶垫支撑。激振器一般装卡在中间波峰附近,加速度计安装在一端的波峰附近。在振前扫频找到共振点的前提下,对共振频率进行分析,根据工件强度、刚性、批量选择不同支撑方式,对于刀辊可用手感法分析振型,用手或用某一个工具放在工件各个重点部位,感觉振动大小,振动大的部位是波峰,振动小的部位是波谷,波峰、波节要反复找多次,使支撑更加合理。
针对工件变形状况,应重点消除工况状态下工件载荷较大部位的残余应力,选用与之相对应的振型进行时效处理。不同的频率对应不同的振型,不同的振型对应不同动应力场。常见的工件类型有梁型件、板型件、圆板型件、方箱型件、小型件等,主振型有弯曲振型和扭曲振型,若以后工作载荷主要产生弯曲变形,则应采用弯曲振型;若以后工作载荷主要产生扭曲变形,则应采用扭转振型。要根据不同的振型来确定支撑及激振器位置,对于类似工件需要摸索,刀辊结构属于圆筒形,主振型为弯曲振型和扭曲振型,支撑距两端各2/9 处,两点用橡胶垫支撑。激振器一般装卡在中间波峰附近,加速度计安装在一端的波峰附近。在振前扫频找到共振点的前提下,对共振频率进行分析,根据工件强度、刚性、批量选择不同支撑方式,对于刀辊可用手感法分析振型,用手或用某一个工具放在工件各个重点部位,感觉振动大小,振动大的部位是波峰,振动小的部位是波谷,波峰、波节要反复找多次,使支撑更加合理。
2 激振力的选择选定合适的激振力,
其大小应根据工件的工件重量、材质、形状、刚度的大小等因素来确定。可通过改变激振器的偏心距来改变激振力大小。为防止振前扫描时出现过载现象,凭经验先选定一偏心距,然后逐级调节。
其大小应根据工件的工件重量、材质、形状、刚度的大小等因素来确定。可通过改变激振器的偏心距来改变激振力大小。为防止振前扫描时出现过载现象,凭经验先选定一偏心距,然后逐级调节。
3 振动时间的选择
振动时间一般控制在30~45 分钟。应根据工件结构和重量、残余应力的大小和分布来确定,实际操作中,可按振动过程中塑性变形基本停止的时间、零件的重量、激振器的激振力变化、零件振动过程中的振动响应来确定实际的振动时间。
振动时间一般控制在30~45 分钟。应根据工件结构和重量、残余应力的大小和分布来确定,实际操作中,可按振动过程中塑性变形基本停止的时间、零件的重量、激振器的激振力变化、零件振动过程中的振动响应来确定实际的振动时间。

4 振动时效工艺效果
振动时效效果主要是指零件振动后残余应力消除、均化、抗变形能力的提高以及尺寸精度的稳定化程度。在实际生产中,振动时效工艺曲线反映着时效效果,因此,必须通过振动时效工艺曲线来检测振动时效效果。每处理一个工件,都必须要有相应的振动时效工艺曲线。振后扫频,依据振动时效行业标准进行判定和验收
振动时效效果主要是指零件振动后残余应力消除、均化、抗变形能力的提高以及尺寸精度的稳定化程度。在实际生产中,振动时效工艺曲线反映着时效效果,因此,必须通过振动时效工艺曲线来检测振动时效效果。每处理一个工件,都必须要有相应的振动时效工艺曲线。振后扫频,依据振动时效行业标准进行判定和验收
5 振动时效应用中存在的问题
振动时效技术与其它时效方法比具有独特的优点,但在生产实践中仍存在以下问题,使推广应用受到限制。
①振动时效技术的应用与操作者的水平和经验有直接影响,设备操作必须是受过专业培训的人员,对操作者的经验要求高。不同的焊接结构件有不同的共振峰、支撑点、激振器位置,激振力大小、振动时间,在单件生产时很难调到最佳状态。振动时效技术还未被人们完全认知。
②传统的旧振动时效设备,当工件共振频率超出激振器的频率范围时,难以找到工件共振频率,无法对工件进行有效的振动处理;
③有效振型较少,振动时效的应力消除不稳定,噪声过大。
建议选择频谱谐波振动时效设备,噪音低,对装夹支撑位置没有要求,不受人为操作的影响,适合高刚性高固有频率的工件,处理效果好!
②传统的旧振动时效设备,当工件共振频率超出激振器的频率范围时,难以找到工件共振频率,无法对工件进行有效的振动处理;
③有效振型较少,振动时效的应力消除不稳定,噪声过大。
建议选择频谱谐波振动时效设备,噪音低,对装夹支撑位置没有要求,不受人为操作的影响,适合高刚性高固有频率的工件,处理效果好!
6 结束语
振动时效必须以工艺为基础,设备为手段,实践证明振动时效工艺的合理选择,它是振动时效工艺在减小和均化刀辊焊接结构件的残余应力中得到成功应用的关键。振动时效是一种环保、节能、高效的先进工艺,它不受工件尺寸、结构、重量以及场地的限制,值得推广应用。