
某市长江大桥局部( 见图1) ,主桥全长为897 m,由464m 中跨和两侧对称布置的216. 5m 边跨组成,在距离梁端60. 50m 的位置处设置2 个永久辅助墩,在大桥设置辅助墩后,结构体系可分为( 60. 5 + 156 + 464 + 156 + 60. 5) m 双塔双索面半漂浮体系5 跨连续钢桁架梁斜拉桥。主桥结构为双层钢桁架梁,采用上、下层布置方式,公路在上层,铁路在下层,现场主桁连接为栓接,正交异性桥面板为焊接,总用钢量为2. 3 万t。
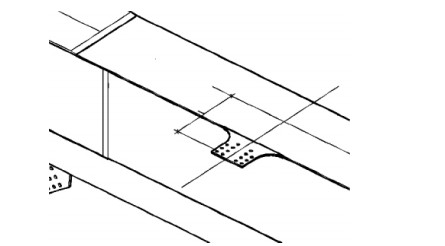
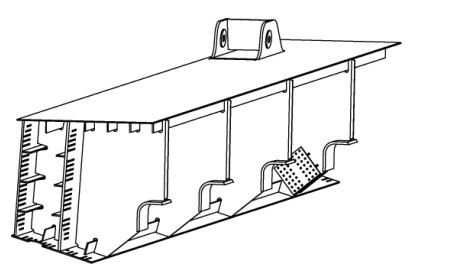
在长江大桥的下层铁路弦杆连接板( 上左图) 和拉索锚箱与桥面板( 见右图 )的焊缝处进行焊接应力消除处理。
处理的工艺流程如下:
1)需要在焊缝外观检查、无损检验合格后进行。
2) 处理前应清除焊趾熔渣及周边的飞溅等杂物。
3) 使用三针头套,8mm 的冲击头,检查冲击头是否完好,调节电流在0. 5 ~ 1A,电压100V,保持基本恒定的输出功率。
4) 在焊缝冲击时,保持冲击头与水平板面夹角为60° ~ 70°,沿焊趾或焊道以0. 5 ~ 1m /min 速度匀速进行,可以多次往复处理。
5) 冲击后的冲击坑深0. 6 ~ 1. 0mm,两侧焊趾和焊道间冲击坑宽度≥4mm。
6) 通过目测检查超声波冲击后的焊趾和内凹线部位,应出现光亮、圆滑、匀顺的凹弧沟,涂抹颜色的部位应被光亮的均匀麻点覆盖。要特别注意检查钢板棱角部位。
7) 如检查发现有漏冲击区域,必须补冲击。