振动时效的工艺非常重要的一点是激振点位置的正确确定,激振点即安装激振器的位置。
首先我们先谈一谈工件的振型问题。对应工件的任何一个固有频率都对应的一个振型,而支承位置和装夹位置都是依据工件的振型来确定的。总的原则是:
首先我们先谈一谈工件的振型问题。对应工件的任何一个固有频率都对应的一个振型,而支承位置和装夹位置都是依据工件的振型来确定的。总的原则是:
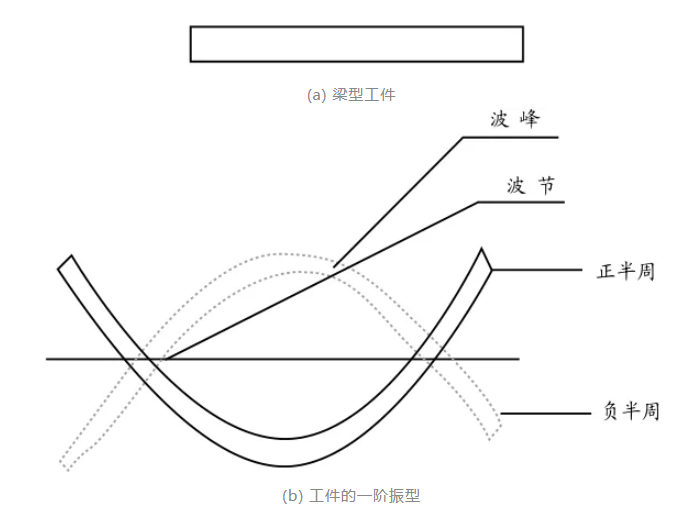
支承垫应放在工件振型的波节处,支承垫应用具有弹性(如橡胶、垫木、刚性弹簧等);
激振器应放在工件振型的波峰处,用专用卡具与工件刚性地卡在一起;
加速度计应按放在远离激振器的另一个波峰处,如图3所示。
如果对工件的振型判断不对,使得支承位置和装夹位置不合理,那么就会直接影响时效效果,甚至出现振不起来的现象。而工件的振型由于工件本身的重量、几何形状、尺寸等因素的不同又各不相同。所以判断工件的振型、寻找支承、装夹位置,是振动时效实际应用中遇到问题最多,甚至到了影响振动时效工艺推广应用的地步。许多振动时效使用厂家,工艺上反映问题最多的就是这方面,而有时给予正确的指正,就顺利地进行了。有些工作者干了七八年的振动时效,如果让他们干一种其他形状的工件,他们就不知如何干了。还有的厂家对不同形状的工件采用千篇一律的支承和装夹方式,也不知道工件的振型是什么形状。如果出现什么质量问题,反过来怀疑是振动时效技术本身的问题。当然出现这些问题一方面使用者就振动时效工艺尚不熟悉,更重要的是振动时效设备的生产销售厂家,他们能够生产出振动时效设备(先不论其质量好坏)但对振动时效工艺却一知半解,对振动时效的原理更是知之甚少,有些用户买了他们的设备,他们最多负责去调试一下,设备到了用户手中,只要电机能转、显示正常就算交差,只要能振动就行,而不知效果如何。
振动时效本身并不值那么多钱(如美国马丁设备售价2.5万美元),而值钱的是振动时效技术本身,它是一种高附加值的产品。所以用户选择设备时,一要看设备本身的性能和质量,二要看生产厂家有无过硬的工艺服务体系。我们经过十几年的实践经验和理论研究,在工件的支承和激振器的装夹方面总结出以下几个基本原则:
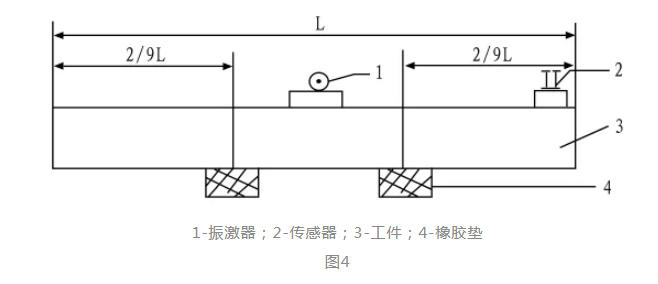
1当工件长:宽>3,长:厚>5时
认为工件属于梁型件类,橡胶垫应在距端部2/9长度处,激振器卡在中间或一端,传感器吸紧在另一端,如图4。
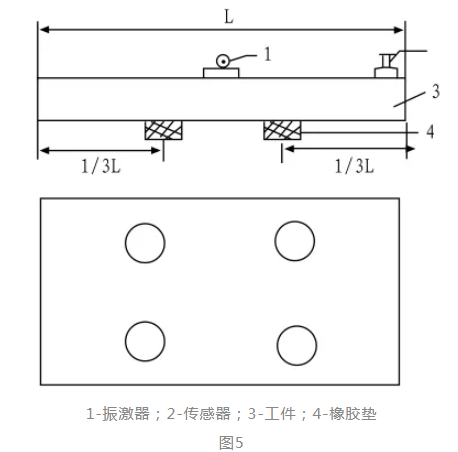
2当工件的长≈宽,长:厚>5时
认为工件属于板型件类。可在距端部1/3长度处放上四个橡胶垫,激振器卡在中间或一端,传感器吸紧在另一端,如图5。
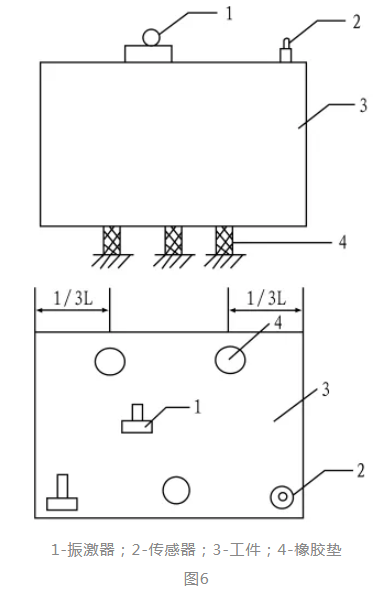
3当工件的长≈宽≈高时
认为工件属方型件类。橡胶垫可采用三点支承方式,激振器放在单支点侧的端部,或工件顶面的中间,传感器放在另一端部,如图6。
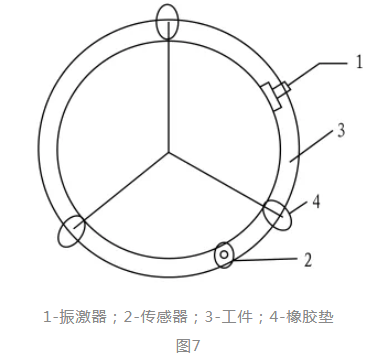
4当工件为圆环时
橡胶垫在圆环底部采用四个或三个对称支承,激振器夹在两个橡胶中间,传感器放在另两个橡胶垫中间,如图7。
5当工件为轴类件时
按梁型件类支撑,若轴的刚性较差,可采用悬挂方式处理。
6当工件较小时
属小件类,可采用振动台的方式进行集中处理,但振动台的设计计算比较复杂,采用这种工艺应请有经验的振动时效专家设计,方能取得较好的时效效果。
7当工件较大,刚性太强时
可采用定速定时工艺处理。
