试验过程
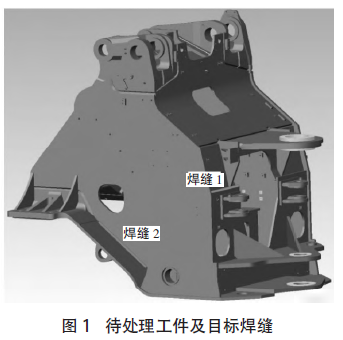
试验对象为某型号轮式装载机的前车架,如图1所示,材质主要为Q345,利用焊接机器人进行焊接。试验时首先对目标焊缝的残余应力水平进行测量,然后进行振动时效处理,处理完成后,再次测量目标焊缝的残余应力水平,然后对目标焊缝进行超声冲击处理,处理完成后第三次测量目标焊缝的残余应力水平。
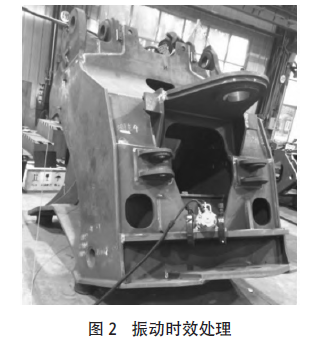
残余应力的测量采用盲孔法应力检测设备,每条目标焊缝测量3 个点,测量位置为目标焊缝的焊趾处,并在焊缝长度方向上均匀分布;振动时效处理时,激振点选在前车架下铰接的上板位置处,拾振点选在翼箱的外侧板上,如图2 所示。振动时效处理时间为25 min。
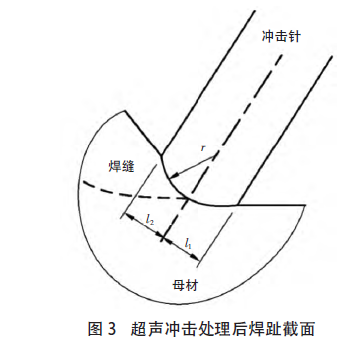
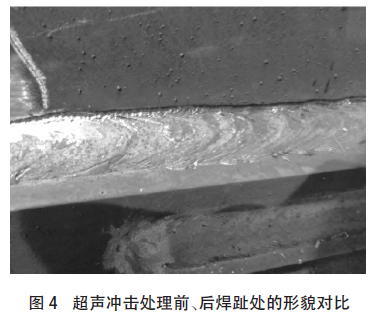
经豪克能焊接应力消除设备超声冲击处理以后,被处理的焊缝或金属会产生压缩塑性变形,并使被冲击部位得以强化。试验时,选择单根冲击针的冲击头,冲击针直径为6 mm,处理速度控制在200 mm/min.处理完成后,焊趾上要处理出一条连续、均匀、光亮的凹槽,凹槽横截面要保证焊缝一侧的凹槽宽度与母材一侧的凹槽宽度大致相等,如图3 所示。超声冲击处理前、后焊缝焊趾处的形貌对比如图4 所示。
2 试验结果及分析
表1 给出了焊后、振动时效后以及超声冲击处理后目标焊缝焊趾处的残余应力水平。
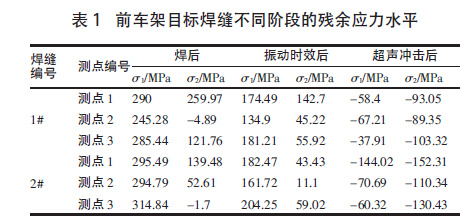
可以看到,焊后目标焊缝的残余应力均为拉应力,残余应力水平可以达到材料屈服强度的0.7 ~ 0.9 倍。经过振动时效处理后,目标焊缝各测点位置处的残余应力水平有所降低,降低幅度在30% ~ 50%之间,但残余的应力依然是拉应力。
经过豪克能焊接应力消除设备冲击处理以后,目标焊缝中的残余拉应力被消除,并在焊趾处植入了一定的残余压应力。研究认为,焊接结构中存在的残余拉应力不仅会降低结构的压杆稳定性和承载能力,还会降低焊接结构的加工精度、疲劳强度和疲劳寿命。尤其是当焊缝或钢结构中存在缺陷时,残余拉应力会加速其失效。但是当焊缝中的残余应力为压应力时,其对焊缝的疲劳寿命则是有益的。焊缝中的残余压应力会减弱应力集中的程度,限制或阻碍裂纹的形核及扩展。
结构件经过振动时效处理后,其内部残余应力的水平会普遍降低30% ~ 50%.应力水平的降低会使得机加过程中应力的释放量减少,这样就保证了结构件的加工精度,提高了构件的装配精度,为减少异常磨等创造了有利条件。
结构件焊缝经过超声冲击处理后,焊趾处残余的拉应力被消除,并在焊趾处植入了对提高疲劳寿命有益的压应力。同时,经过处理后,焊趾处出现了一条连续、均匀、光滑的凹槽,这样焊趾与母材的过渡就变的平滑,结构件在服役过程中,焊趾处的应力集中水平就会降低,进而提高结构件的疲劳寿命。