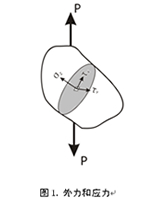
 一个物体受到外力P的作用时,它内部任意截面单位面积的力就叫做应力。(如图1所示)可以把它理解为对外力的回应,所以叫做应力。有时候这个截面不一定垂直于外力P,如左图所示,所以截面上的应力会有垂直于这面的和平行于这个面的两种,前者叫正应力σ(这里正字不是分别表示拉应力和压应力的正负的正,而是正对着平面的正),后者叫剪切应力τ。
一个物体受到外力P的作用时,它内部任意截面单位面积的力就叫做应力。(如图1所示)可以把它理解为对外力的回应,所以叫做应力。有时候这个截面不一定垂直于外力P,如左图所示,所以截面上的应力会有垂直于这面的和平行于这个面的两种,前者叫正应力σ(这里正字不是分别表示拉应力和压应力的正负的正,而是正对着平面的正),后者叫剪切应力τ。
如果去除外力P之后,这个截面仍然存在着应力,那就是内应力了。不过,须注意这时的内应力不会和外力作用下的应力相同。
按照我国工程技术界普遍接受的德国学者马赫劳赫1973年的观点,内应力依据其作用范围的大小分为三类(如如图2所示),其中第一类内应力在材料的较大区域(很多晶粒范围)几乎是均匀的,它在贯穿整个物体的各个截面上维持平衡。这种第一类内应力在工程上就叫做残余应力。
欧盟的X射线残余应力测定方法标准(EN 15305: 2008)关于残余应力的表述是:存在于不受外力作用或约束的物体内部自身平衡的应力。
我国修订GB7704《X射线应力测定方法》时给出的定义:在没有外力或外力矩作用的条件下构件或材料内部存在并自身平衡的宏观应力。
与欧盟标准表述的区别实质上只有“宏观”二字,这里引进了马赫劳赫关于内应力分为三类的观念。这样,宏观内应力的概念便与X射线应力测定原理的弹性力学模型相吻合了。
在外力已经去除、温度达到平衡、相变已经终止的的条件下材料中存在并自身保持平衡的宏观应力叫做残余应力。
百度百科“残余应力”相关词条:
“残留应力(Residual Stress)构件在制造过程中,将受到来自各种工艺等因素的作用与影响;当这些因素消失之后,若构件所受到的上述作用与影响不能随之而完全消失,仍有部分作用与影响残留在构件内,则这种残留的作用与影响。也称残余应力。”
这段文字的语法问题是显而易见的,但是我们暂且不去管它,关键是它造成了认识上的混乱,我们不得不与其商榷。下一次谈及残余应力的产生的时候我们就知道这个定义的病症所在了。
残余应力的产生
百度百科这段话是从残余应力的产生的角度去定义该名词本身的。他说的各种工艺等因素的作用与影响,还算比较概括,那就是说,除了机械形变的作用,还有温度的影响和相变的影响等等。但是“当这些因素消失之后,若构件所受到的上述作用与影响不能随之而完全消失,仍有部分作用与影响残留在构件内”这句话容易给人造成误会。因为他没有指明残留在构件内的那“部分作用与影响”并非原来施加的作用和影响的延续。如果不明确这个概念,就会得出这样的推论:假定在制造时给一个工件施加一定的压力,去除这个压力之后,构件内还会残留压应力。这样的推论显然是错误的。
其实构件在制造时,假定对它只是在其弹性范围之内施加作用力,那么作用力去除之后不会有残余应力。如果各种工艺的作用和影响在其上产生了不均匀的塑性变形,当外加作用和影响去除之后,这些不均匀的塑性变形会在材料内部残留下来,而且它会伴生不均匀的弹性变形,以使构件达到平衡状态;与这些弹性变形对应的就是内应力,宏观内应力在工程上被称为残余应力。这样一来,可以说外加作用和影响造成的不均匀塑性变形才是残余应力的来源。
众所周知,铸造、焊接、各种机加工、热处理等等工艺都会给零件留下残余应力。从本质上讲,残余应力来源于如下三大因素:不均匀的机械变形、不均匀的温度变化和不均匀的相变。
二、应力如何检测?常见应力检测方法
- 盲孔法应力检测
HK21A盲孔法应力检测设备
- 无损磁测法应力检测

SCM21磁测法残余应力检测仪
- 梯度应力检测

全自动梯度应力检测及分析系统SCGS20
三、残余应力消除的方法
- 振动时效应力消除

HK2000全自动振动时效设备
- 豪克能焊接应力消除

G系列焊接应力消除设备
- 热时效应力消除

四、残余应力相关研究