1 振动时效工艺
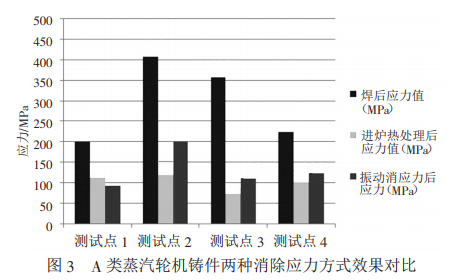
振动时效工艺是将激振器固定在铸件的适当 位置,通过振动设备的控制系统,根据铸件的吨位 大小和形状调节参数, 使连接在铸件上的传感器 ( 加速度计) 接收的信号达到最大值,此时表明铸件 已达到共振。 在该状态下持续振动一段时间,即可 达到消除应力的目的。
激振器偏心距的大小反应了激振器振动幅度的大小,对于吨位不同的铸件,激振器偏心距调节 应该在一定范围内,这样有利于更快速达到共振。
用卡具将激振器固定在铸件上,装卡时应选择 靠近铸件中部的易装卡部位。 再将传感器吸附在铸 件表面,传感器的吸附位置应选择铸件上振动较明 显的部位,此部位最能反映铸件的整体振动效果。 偏心距确定后,通过控制系统控制激振器的转 速,在此过程中寻找共振点。 安全转速范围一般不 能超过 6 000 r/min, 转速过高容易烧坏控制器的保 险。 当转速超过 6 000 r/min 时,铸件仍没有达到共 振,要调节偏心距重新进行共振点的确定,直至铸 件达到共振。
2 振动时效提高焊接合格率
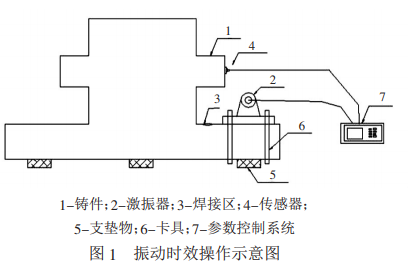
针对公司生产的蒸汽轮机铸件,通过盲孔法测 量了不同生产节点铸件的应力,确定了产生较大应 力的工序有缺陷铲磨、焊接等。
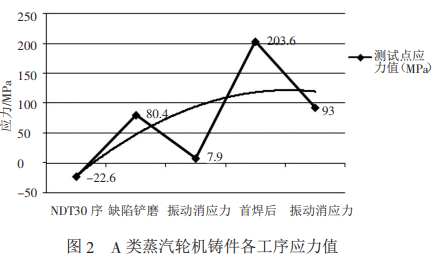
图 2 是 A 类蒸汽轮 机铸件在焊接前后各工序的应力值,可以看到在缺 陷铲磨及焊接后均有较大的应力。 因此,需要通过 振动时效来消除或降低这些工序铸件的残余应力。 由于缺陷铲磨完后即进行焊接,在焊接前进行 振动时效,可降低铲磨产生的应力,有利于焊接。
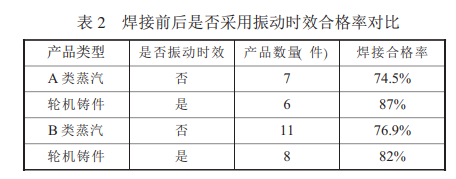
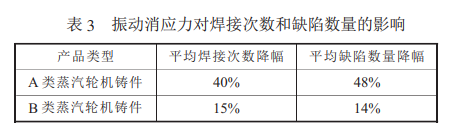
表2 统计了焊接前采用振动消应力与传统焊 接方法的合格率对比,焊接前进行振动消应力对焊 接合格率有着明显的提升。振动消应力不仅能提高首次焊接的合格率,还 能减少焊接次数及缺陷数量,表 3 是对铸件进行振 动消应力后平均焊接次数及平均缺陷数量的降幅 对比。
由表 3 可看出,对铸件进行振动消应力后,平 均焊接次数及平均缺陷数量的降幅最高可达 40% 和 48%。
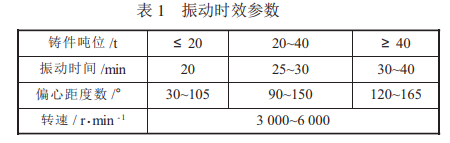
3 振动时效替代热处理
目前铸造行业最普遍的消除残余应力的方法 是热时效( 热处理) 。 热处理消应力效果最为显著, 应力消除率一般都达 50%~80%, 是目前企业最可 信的消除应力方式。 通过大量实验验证,在焊接量一 定的情况下, 振动消应力可以达到与热处理消除应 力相当的水平,可以替代首次焊后的进炉热处理。