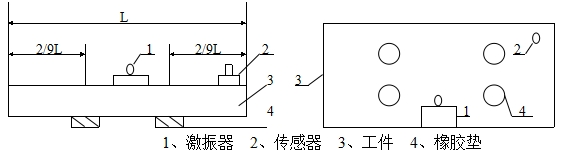
1.如下图,在距工件端部 (2/9×L)长度处放四个橡胶垫,激振器卡在中 间或一端,传感器吸在另一端。详细咨询135-8311-3238
注:⑴、L:为工件的总体长度;
⑵、梁型件必须同时符合以下条件:
A、 工件的长度是宽度的3倍或大于3倍;
B、工件的长度是厚度的5倍或大于5倍;
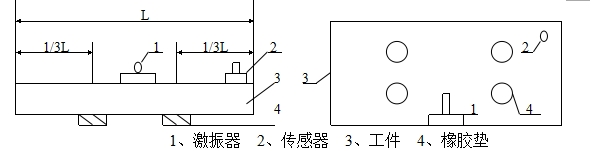
二.板型工件支撑方式
如下图,可在距离工件端部 (1/3×L)长度处放四个橡胶垫,激振器卡在中间或一端,传感器吸在另一端。
注:⑴、L:为工件的总体长度;
⑵、板型件必须同时符合以下条件:
B、 工件的长度约等于宽度;
C、 工件的长度是厚度的5倍或大于5倍;
三.方形工件或圆形工件支撑方式
1、当工件的长≈宽≈高时,则认为工件属于方型件类。橡胶垫可采用三 点支撑方式,激振器放在单支点侧的端部,或工件顶面的中间,传 感器放在另一端,如下图3。
2、当工件为圆环时,橡胶垫在圆环底部采用四个或三个对称支撑,激 振器夹在两个橡胶垫中间,传感器放在另两个橡胶垫中间,如图4。
