|
方型工件振动时效工艺参数的设定:
某厂生产的J31-400压力机的横梁,为焊接结构件,重量为13700kg,轮廓尺寸为2090*2030*1520,为较为典型的方型件。
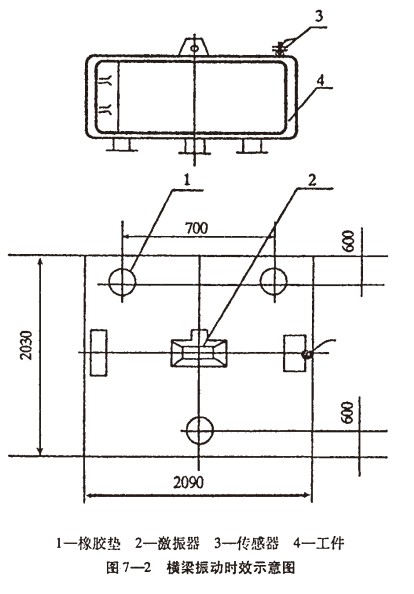
我们在其底面采用三点支撑方式,橡胶垫距相邻的两端面的距离约为该边长度的1/3。激振器用螺栓拧紧在横梁顶面的中间部位,加速度计吸紧在靠近一侧的中间位置上。如图7-2用HK-93K3型振动时效装置对其进行扫频处理,测得其固有共振频率为4572r/min即76.2HZ,共振峰高度为32.6m/s² ,鉴于该工件刚性较大,我们选择共振峰32.6m/s²的2/3来确定振动频率为4551r/min,振动处理18分钟,HK-93K3型微机内部的专家系统就判定为达到效果而自动关机,从随后第二次扫频的数据和曲线图上看,与第一次扫频的比较,已出现共振频率左移、峰值升高、带宽变窄三种现象,符合JB/T5926-91标准中的第4.12条的c.d.e三项验收指标。
梁型工件的振动时效处理工艺
某厂成批生产的B1010A刨床的床身,材质为HT200.重量为6500kg,轮廓尺寸为6900*980*580mm,为典型的梁型件,我们首先用四个橡胶垫在床身下面距端部2/9L即1530mm处将床身支撑起来。该床身两头为邮箱,中央夹激振器不方便,所以我们把激振器用弓形卡具卡紧在床身端头邮箱处。加速度计用磁铁吸紧在床身的另一端头。如图所示7-1
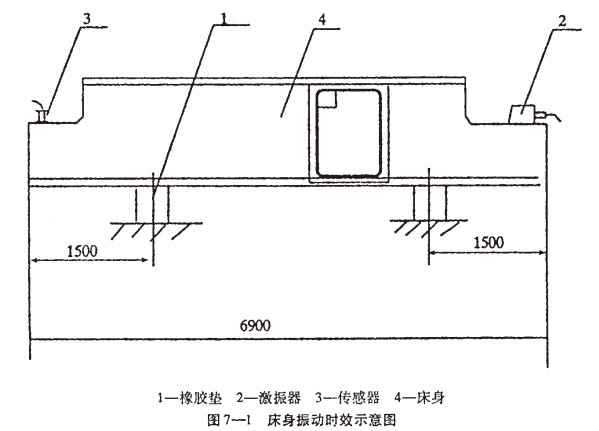
用HK-93K2型振动时效装置对床身进行扫频处理,测得其一阶固有频率2334r/min,即38.9HZ,共振加速度值为48.9m/s²。这时K2型激振器的偏心率调在26%(本激振器偏心装置在0-100%范围内无级可调)。
我们按峰值48.9/s²的1/2确定振动频率为2303r/min振动处理约10分钟,加速度值基本上保持不变了,再处理3分钟,即共13分钟。然后再对床身进行扫频处理,发现共振频率已发生前移,峰值已升高,符合JB/T5926-91验收标准中第4.12条第c、d两项验收指标,达到消除和均化残余应力的目的。
|