筒阀式导水机构是近年来水电装备市场的新结构,筒阀作为隔离阀起到关闭和开启水流的作用,是水电站和水电机组的重要保护设备。常采用筒阀主体常采用焊接结构,有焊接导致应力变形甚至开裂,所该部件的应力消除情况决定阀门的使用寿命。振动时效技术在改问题的解决中可谓“大显身手”。
筒阀直径10m 级,壁厚约200mm,重量约80t。制造大型筒阀的难度主要在于薄壁筒形部件的制造防变形问题及加工变形后的处理技术问题,主要问题是内、外圆的圆度变化和密封部位的平面度变化较大,造成制造过程中返修量增加,并增加了工地安装的质量保证难度。传统的解决方案是采用热处理方法消除工件残余应力。但由于这种超大型筒阀直径近10m,对热处理设备及热处理技术均有较高的要求,实施难度较大,因此,采用振动时效技术控制筒阀的内应力。
振动时效是通过对工件施加动应力的方式消除残余应力,通过对多台大型筒阀进行试验验证,结果表明,振动时效对稳定大型筒阀尺寸精度有着非常显著的效果,摆脱和避免了传统热时效工艺带来的诸多限制与问题。

2、振动时效工艺的制定及实施
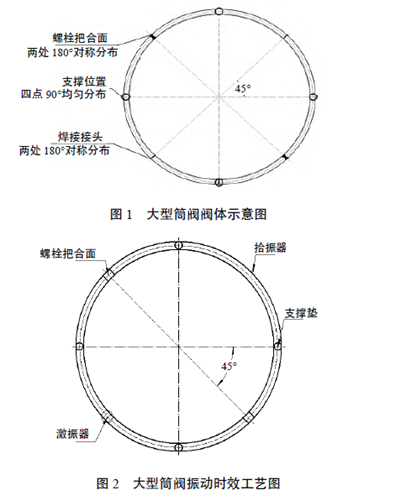
筒阀阀体是大直径薄壁结构,刚度相对较小,采取在筒阀粗加工之后加入振动时效消除残余应力的生产工序,以保证筒阀最终组圆精加工的尺寸精度。筒阀阀体结构示意图如图1所示。
筒阀采用亚共振振动时效模式,两瓣阀体采用螺栓把合的方式实现整个筒阀阀体的组圆。振动时效过程采用四点弹性支撑,支撑部分由橡胶垫和方箱构成,四点相隔90°均匀分布,而且,支撑点避开合缝面和焊接部位。激振点(激振器)放置相邻的两个支撑点中间位置,采用C 型夹将激振器固定到筒阀上。拾振点(拾振器)固定在筒阀两支撑点间振动幅度相对较大的位置。根据激振器激振频率调整激振器的偏心大小,确定相应转速所对应的激振频率,时效时间为12~20min,筒阀振动时效工艺示意图如图2 所示。
振动时效工艺特点:
(a)共振峰对激振力的大小比较敏感,过大的激振力造成设备过流保护,稍小的激振力则达不到足够的振幅要求而影响时效效果。因此,可通过调整激振器位置和微调偏心的方式加以解决。
(b)共振峰带宽较窄,自动时效模式下选取亚共振频率时容易选取到较低振幅,而不能获得足够的激振力,这种现象在筒阀这类结构件中非常容易发生,直接影响工件的消应力效果。为了保证时效效果,可通过手动调节方式对转速进行调节,保证时效加速度在共振频率产生最大加速度的2/3 左右,以获取足够的激振能量,但同时要避免选取的激振频率过大而产生过时效,而对工件造成不利影响。
3、振动时效效果判定
振动时效效果评定方法中,对于需要满足加工尺寸精度的工件,最为直观的判断方法就是测量工件尺寸是否满足生产使用的要求。尺寸精度稳定性是根据定期对工件尺寸精度的测量来实现的。它包括两方面内容:一方面是观测工件尺寸精度随时间而发生的变化量,与精度允差相比较;另一方面是观察工件在静、动载荷作用后的尺寸精度变化量,以鉴定振动时效工艺的时效效果。振动时效后,残余应力消除和均化的效果好,工件中残余应力的再分布的可能性和程度就比较小,工件的尺寸精度稳定性就好。大量实践证明,在保持工件尺寸精度稳定性方面,振动时效技术比其他传统的时效方法更具有明显的优势。