频谱谐波时效设备消除应力技术与常规的热处理退火、时效工艺相比, 具有设备简单、对环境无特殊要求、适应范围广、可实现在线消除应力、处理时间短、成本低等优点, 在航天器的研制中具有广泛的应用前景, 特别是对目前航天产品的小批量生产意义更加重大。
1 频谱谐波振动时效消除应力的机理
对于振动时效的机理, 国内外已经进行了大量的研究工作, 取得以下的共识。振动就是对金属构件施加周期性的作用力(动应力σ动)。在振动过程中, 施加到金属构件各部分的动应力σ动与内部残余应力σ残叠加, 当叠加幅值大于金属构件的屈服极限σs , 即σ动+σ残≥σs 时, 这些点晶格滑移, 产生微小的塑性变形,达到释放残余应力的目的。
从微观上看, 频谱谐波振动时效就是给金属构件提供机械能, 使约束金属原子复位的残余应力释放, 加快金属原子回复平衡位置的速度。从金属物理学上看, 频谱谐波振动时效的过程, 实质上是金属材料内部晶体位错运动、增殖、塞积和缠结的过程。由于金属材料存在位错, 所以在构件内部产生的交变动应力与内部的残余应力相互叠加, 在应力较高的区域, 就可产生位错滑移, 出现微小塑性变形。位错滑移是单向进行线性累积的, 当微应变累积到一个宏观量, 金属组织内残余应力较大处的位错塞积得以交替开通, 局部较大残余应力得以释放, 构件宏观内应力随之松弛, 使残余应力的峰值下降, 改变了构件原有的应力场, 最终使构件的残余应力降低并重新分布,使较低的应力达到平衡。位错塞积后造成位错移动受阻, 从而强化了基体, 提高了构件抗变形能力, 使构件的尺寸精度趋于稳定。
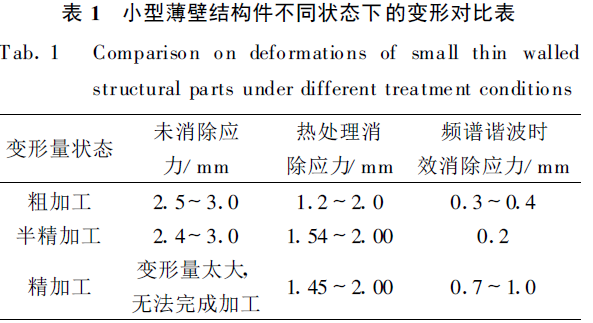
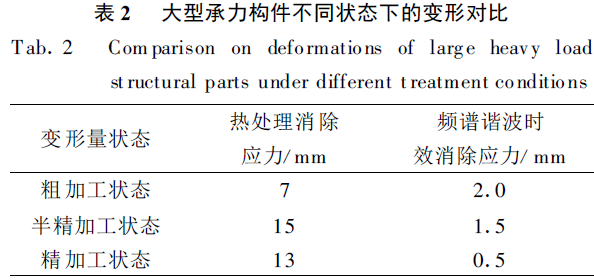
一是解决大型结构件无法进行热处理消除应力的工艺问题;二是解决小型薄壁结构件加工变形问题, 最终实现提高薄壁复杂结构零部件的加工精度, 缩短研制周期的目的。
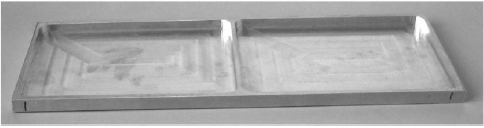
材质:2A12(LY12);
状态:热轧,CZ ;
结构:薄壁盒形结构(160 mm ×350 mm ×10 mm , 壁厚2 mm)
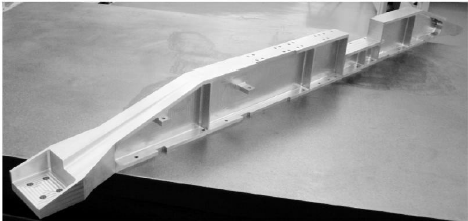
材质:5A90(1420 铝锂合金, 加工性能与LD10 相当, 是其替代材料);
状态:锻造,CZ ;
结构:薄壁复杂长梁结构, 典型壁厚5 mm , 外形尺寸为2 200 mm ×160 mm ×120 mm
采用频谱谐波时效消除应力技术, 则不受产品尺寸的限制, 不仅有利于保证产品的尺寸精度和形状位.置精度, 同时, 会大大提高产品精度的稳定性, 延长产品的贮存周期。图10 为应用频谱谐波时效消除应力技术处理的大型框类薄壁工件,

结语
经过工艺试验和应用实践, 充分显示了频谱谐波时效消除应力技术的优势, 在很大程度上可以替代常规的热处理时效消除应力工艺, 对于大型工件、高强铝合金薄壁结构件, 以及热处理需要真空环境的钛合金工件, 优势尤为明显, 在航天器结构和机构研制中具有很好的推广价值。