频谱谐波振动时效技术做为一种新型振动时效工艺,出现在21实际初的中国。相比原先的亚共振振动时效,它能更加有效的针对应力进行消除。它摒弃了原有振动时效技术,突破了原有的技术瓶颈。因为其独有找频方式与处理频率,被称为频谱谐波技术。
振动时效有低能耗、低成本、携带方便等特点,其原理为采用从低频到高频扫描寻找所能产生 的固有频率。但无法解决高刚性、高固有频率等金属 材料残余应力的消除问题,应用面较窄。此外,亚共振时效对支撑点、激振点、拾振点及方向有严格要求,需要不断地扫频、调整位置,所以设备必须由受 过专业培训的人员操作,一般的工人即使受过培训 也很难掌握这项技术。频谱谐波振动时效技术不再沿用原有的扫频方式,而是 通过傅立叶方法对工件进行频谱分析找出工件的几 十种谐波频率,在这几十种谐波频率中优选出对消 除工件残余应力效果最佳的 5 种不同振型的谐波频 率进行时效处理,达到多维消除应力提高尺寸精度稳定性的目的。频谱谐波方式不论工件大小、频率刚 性高低、材料特性,均能找出 5 种不同振型的谐波峰。该方法不受激振器的转速范围限制,对激振点和 拾振点无特殊要求,能够处理亚共振无法处理的高 刚性、高固有频率工件,能够满足对尺寸精度要求高的工件,振动噪声低,在机械行业的覆盖面已达到100%。
亚共振振动时效:振动就是对金属构件施加周期性的作用力(动应力o动)。在振动过程中,施加到金属构件各部分的动应力o动与内部残余应力x叠加,当叠加幅值大于金属构件的屈服极限o,,即动+o残≥o ,时,这些点晶格滑移,产生微小的塑性变形,达到释放残余应力的目的。
从微观上看,只要温度在绝对零度以上,金属原子始终处于运动中,由于残余应力的影响,这些原子处于不平衡运动状态。但他们力求回复平衡位置,这就需要能量。振动时效就是给金属构件提供机械能,使约束金属原子复位的残余应力释放,加快金属原子回复平衡位置的速度。
从金属物理学上看,振动时效的过程,实质上是金属材料内部晶体位错运动、增殖、塞积和缠结的过程。由于金属材料存在位错,所以在构件内部产生的交变动应力与内部的残余应力相互叠加,在应力较高的区域,就可产生位错滑移,出现微小塑性变形。位错滑移是单向进行线性累积的,当微应变累积到一个宏观量,金属组织内残余应力较大处的位错塞积得以交替开通,局部较大残余应力得以释放,构件宏观内应力随之松弛,使残余应力的峰值下降,改变了构件原有的应力场,最终使构件的残余应力减小并重新分布,达到一个相对的平衡状态。位错塞积后造成位错移动受阻,从而强化了基体,提高了构件抗变形能力,使构件的尺寸精度趋于稳定。
振动时效技术虽然在高效、节能、环保等方面有着非常明显的优势,但也存在几十年未能解决的障碍性难题:
(1)应用面窄,约23%:一般振动时效设备频率范围为0 ~166.7 Hz,机械制造业超过这个范围的高刚性、高固有频率工件有77%之多,对这些工件无法振动。
(2)效果差:通过在振动时效设备频率范围内扫描寻找到的振动频率非常少,有效振型太少,无法进行多维残余应力消除,处理效果很难达到热时效效果。
(3)操作复杂、效果不稳定:传统振动时效设备处理工件时,调整激振点、支撑点和拾振点很繁琐,而且很难达到最佳状态,百种工件,制定百种工艺。完全靠操作者技能和经验来调整振动时效工艺参数,不同的人使用,带来不同的处理效果,这样很难纳入正式生产工艺。
(4)噪声污染严重:在工件固有频率附近振动,噪声极大,工作现场环境恶劣。
21世纪初,一种新的振动时效技术在中国出现,它突破了原有振动时效的技术瓶颈,开创了振动时效应用的一个全新时代。因其独特的找频与频率处理方式,被称为频谱谐波时效技术。频谱谐波时效技术采用傅里叶方法,不需扫描,对工件进行频谱分析,找出工件的十几种谐波频率,优选出对消除工件残余应力效果最佳、不同振型的5种谐波进行时效处理,达到多维消除应力、提高尺寸精度稳定性的目的,已于2009年12月被列为《国家重点节能技术推广目录(第二批)》。
具体特点如下:
(1)采用频谱分析技术,解决了亚共振模式因激振器频率范围限制而不能对高刚性固有频率工件进行振动处理的难题,把振动时效在机械制造领域的应用面从23%提升到近100%。
(2)对所有工件都能分析出几十个谐振频率优选处理效果最佳的5种振型频率,2种备选频率,从而解决了亚共振模式不能对残余应力呈多维分布,精度要求高、结构复杂的工件进行时效处理的难题。多种振型多方向与工件多维残余应力充分叠加,使处理效果显著优于热时效和传统的振动时效(亚共振时效)。
(3)自动确定振动时效工艺参数,对激振点、支撑点、传感器位置无特殊要求,对振动参数的自动选取,自动优化,对操作者的要求降低,从而解决了亚共振模式必须依靠操作者经验来选取振动工艺参数,且处理效果各异,以至很难纳入正式工艺的缺陷。
(4)由于采用6000 r/min 以下的低频谐波,振动处理时噪声很小。

频谱谐波振动时效的应用及国家背书
频谱谐波时效设备符合国家标准
- 中华人民共和国机械行业标准:《振动时效工艺参数选择及效果评定方法 GB-T25712-2010 》;
- 国家经济贸易委员会发布:《焊接构件振动时效工艺参数选择及技术要求 JB/T10375-2002》;
- 中华人民共和国兵器行业标准:《装甲车辆振动消除应力技术要求 WJ-2696-2008 》。
在机床、工程机械、交通运输设备、汽车、水利设施、风电核电设施、模具、航空航天等行业具有广泛的应用。
行业应用案例

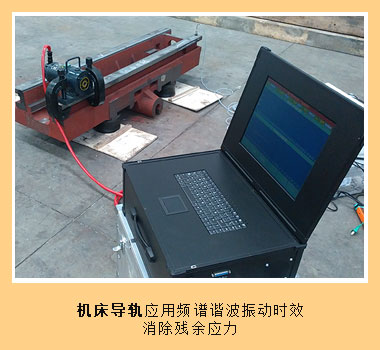
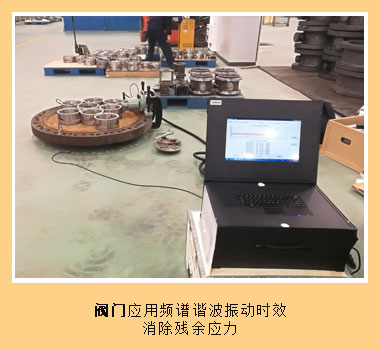
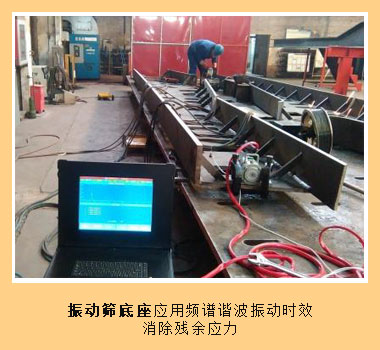

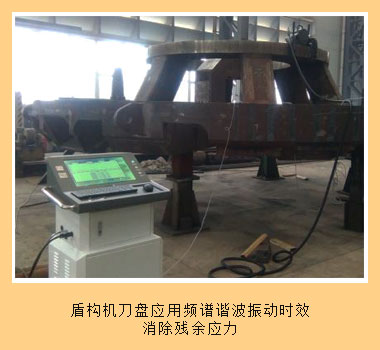
振动时效消除应力技术是国家大力支持的环保技术。